
견적 요청
초음파 용접은 고주파 전기 신호를 기계적 진동으로 변환하여 결합을 달성하여 용접되는 재료로 전달됩니다. 일반적으로 20kHz ~ 40kHz 범위의 이러한 진동은 직물 층의 인터페이스에서 빠른 분자 수준의 마찰을 생성합니다. 이 마찰은 국소화 된 열을 생성하여 접촉 지점에서 열가소성 성분을 부드럽게하거나 용융시켜 압력을 가할 때 융합 할 수 있습니다.
다양한 두께의 용접 직물을 용접 할 때, 공정은 여전히 몇 가지 주요 메커니즘을 통해 일관된 융합을 유지합니다.
현지화 된 에너지 농도
초음파 용접의 핵심 장점 중 하나는 결합이 필요한 곳에 에너지를 정확하게 집중시키는 능력입니다. 진동 에너지는 직물 전체에 소산되지 않고 혼이 재료와 접촉하는 인터페이스에 중점을 둡니다. 이 표적화 된 에너지 전달은 전체 직물 두께에 관계없이 즉시 접촉 영역 만 열 연화를 겪게합니다. 따라서, 상부 층이 얇고 하부 층이 더 두껍더라도, 결합은 열이 가장 효과적으로 생성되는 인터페이스에서만 발생합니다.
균일 한 압력 적용
초음파 용접 혼 (또는 소노 트로드) 및 패턴 화 된 모루는 재료 층에 걸쳐 제어되고 균일하게 분산 된 압력을 적용합니다. 이 압력은 층 간의 일관된 접촉을 유지하는 데 중요한 역할을하며, 이는 진동 에너지의 적절한 전달에 필수적입니다. 두께가 다양한 시나리오에서 기계의 압력 시스템은 고르지 않은 재료 분포를 보상하기 위해 교정되어 에너지가 의도 된 융합 영역에 균일하게 도달하도록합니다.
적응 형 에너지 전달
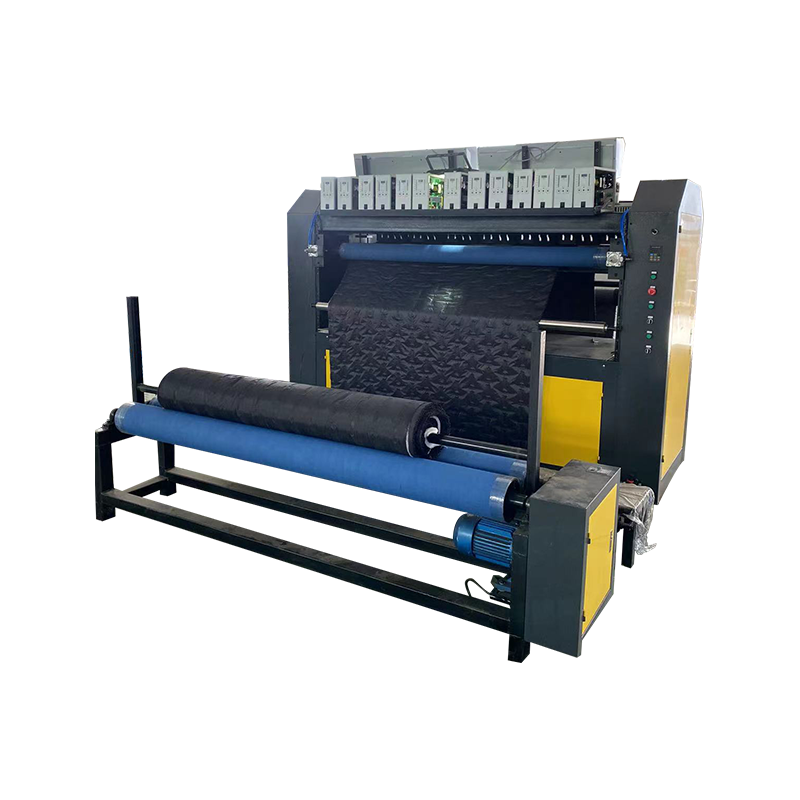
현대의 교차 초음파 퀼팅 기계 진폭 (진동 강도), 지속 시간 (용접 시간) 및 전력 출력을 정확하게 제어 할 수있는 프로그래밍 가능한 설정이 장착되어 있습니다. 이 매개 변수는 재료의 구성과 두께에 따라 미세 조정할 수 있습니다. 예를 들어, 더 두꺼운 복합 직물은 더 높은 진폭 또는 더 긴 용접 시간을 필요로 할 수 있지만, 더 얇은 재료는 더 낮은 에너지 입력과 효과적으로 결합 할 수 있습니다. 이들 파라미터를 조정하는 능력은 섬세한 층을 손상시키지 않거나 두꺼운 영역을 굽지 않고 일관된 융합이 달성되도록한다.
열가소성 호환성
초음파 용접의 효과는 주로 관련된 재료의 열가소성 특성에 달려 있습니다. 대부분의 초음파 퀼팅 응용 프로그램에는 특정 온도에서 연화되거나 녹는 직물 또는 복합 층이 포함됩니다. 재료가 유사하거나 호환 가능한 융점을 갖는 한, 초음파 에너지는 분자 마찰을 통해 충분한 열을 생성하여 균일하게 결합합니다. 이 호환성은 하나의 층이 상당히 두껍더라도 용접 공정 동안 예측 가능하게 동작하도록 보장합니다.
최소 열 왜곡
전체 재료의 온도를 높이는 기존 가열 방법과 달리 초음파 용접은 열 발생을 좁은 구역으로 제한합니다. 이것은 열 왜로 또는 뒤틀림의 위험을 최소화하며, 이는 서로 다른 두께의 층 재료를 다룰 때 특히 중요합니다. 결합이 형성된 후 빠른 냉각 시간은 또한 구조적 무결성 및 균일 한 외관에 기여합니다.
피드백 및 제어 시스템
고급 초음파 시스템에는 종종 에너지 입력, 압력 일관성 및 결합 시간과 같은 용접 성능을 모니터링하는 실시간 피드백 메커니즘이 포함됩니다. 이러한 시스템은 불완전한 결합 또는 과열과 같은 프로세스의 이상을 감지하고 품질을 유지하기 위해 설정을 자동으로 조정할 수 있습니다. 이를 통해 일관되지 않은 직물 두께가 가변 용접 결과로 이어지지 않도록합니다.
초음파 용접의 분자 수준의 마찰은 국소화 된 에너지 농도, 제어 기계적 압력, 재료 별 에너지 튜닝 및 실시간 공정 피드백의 조합을 통해 다양한 두께의 직물에 걸쳐 일관된 융합을 보장합니다. 이러한 기능은 초음파 퀼팅 머신이 최종 제품의 품질 또는 무결성을 손상시키지 않으면 서 복잡한 다층 섬유 어셈블리에서 정확하고 신뢰할 수있는 본딩을 제공 할 수 있습니다.













