
견적 요청
1. 초음파 기술의 원리
초음파 기술은 분자를 빠르게 가열하여 작동하여 고열을 생성하여 즉시 용접, 본드 또는 절단 재료를 생성합니다. 가장자리는 매장이나 황변 효과가없는 매끄럽고 깔끔합니다.
2. 전력과 주파수
전원 (W) : 초음파 기계의 섀시가 방출하는 전력을 나타냅니다.
주파수 (k 또는 Hz) : 초음파 변환기에 의해 방출되는 음파의 주파수를 나타냅니다.
전력과 주파수는 상호 관련되어 있으며주기에서 작동합니다. 일단 자동 초음파 기계 전원이 켜지고 에너지는 섀시에서 트랜스 듀서로 변환되며 두 부분은 하나로 함께 작동합니다.
일반적인 구성에는 다음이 포함됩니다.
15kHz : 2500W / 1500W / 3000W / 4200W (일반적으로 재료 공급 용접 기계의 자동 주파수 추적 및 가변 주파수 디지털 시스템에 일반적으로 사용됨).
20kHz : 2000W
18kHz : 2500W
28kHz : 800W
35kHz : 500W
일반적으로 주파수가 높을수록 전력이 낮습니다. 전원은 같은 주파수로 약간 조정할 수 있지만 주파수 자체는 조정할 수 없습니다.
클라이언트 제품의 주파수 및 전력을 선택하는 방법
올바른 주파수와 전력을 선택하려면 고객과 상담하여 제품을 이해합니다. 두꺼운 재료와 넓은 면적은 초음파 충격을 높이기 위해 더 낮은 주파수와 더 높은 전력을 필요로하므로 용접 또는 절단 효과가 강해집니다.
3. 초음파 기술의 장점과 단점
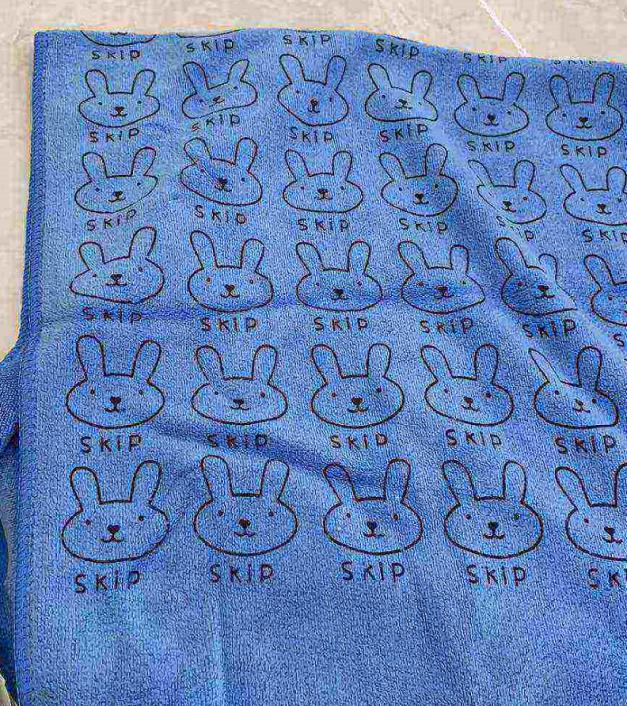
초음파 기술은 주로 미세 섬유, 합성 재료, 비직 직물, 나일론, PP, PE 및 유사한 재료에 사용됩니다. 면 함량이 높은 순수한면이나 재료는 절단 할 수 있지만 (하지만 가장자리는 녹지 않고 싸움을 만듭니다). 절단 할 수있는 재료의 경우 초음파 절단은 닳지 않고 부드러운 가장자리, 화상 자국 또는 공을 뿌립니다.
초음파 기술을 사용한 용접, 결합 및 복합 공정의 경우, 설계에는 패턴, 일반적으로 점선 또는 점이 포함되어야합니다. 프로세스 중에 직물이 평평하게 유지되고 앞으로 움직이지 않기 때문에 실선 또는 매끄러운 표면을 사용할 수 없습니다. 이로 인해 용접 영역에서 직물의 입구 및 융합에서 재료 막힘이 발생하여 너무 뻣뻣해질 수 있습니다.
초음파 용접/절단은 한 번에 단일 제품 또는 단일 층 절단 만 처리 할 수 있습니다. 초음파 에너지가 함께 결합하여 분리가 어렵 기 때문에 여러 층 또는 다중 제품이 동시에 처리되는 데 적합하지 않습니다. 일반적으로 초음파 곰팡이는 개별 제품을 위해 설계되었으므로 한 번에 하나의 제품 만 용접 할 수 있습니다.
곰팡이 고려 사항 :
초음파 절단은 절단 방향이 세로 일 때 가장 잘 작동합니다. 수평 절단은 절단하기가 어렵 기 때문에 도전적입니다. 대부분의 패턴은 불규칙하며 완벽하게 직선이 아닙니다.
온도를 조정할 수있는 전기 난방 장비와 달리 초음파 장비는 즉시 열을 생성하며 온도를 제어 할 수 없습니다. 그러나 동일한 주파수 범위 내에서 전원을 조정할 수 있습니다.
4. 너비 고려 사항을위한 비표준 장비
고객과 의사 소통 할 때는 광범위한 제품 솔루션을 제공하기 위해 최대한 세부적인 요구를 고려하는 것이 중요합니다. 원료의 너비는 중요한 요소이며, 고객이 작업하는 모든 제품과 치수 범위를 이해함으로써 정확한 가격을 제공 할 수 있습니다.
슬릿 및 크로스 절단 기계 :
재료 너비의 경우 제품 너비 1으로 나뉘어져있어 필요한 초음파 단위의 수를 계산합니다. 제품 차원에 따라 얼마나 많은 초음파 헤드가 필요한지 결정합니다. 80cm를 초과하는 재료 너비의 경우 단일 나이프를 권장합니다. 작은 사양은 재료 및 제품 크기에 따라 다릅니다.
복합 기계 :
재료 너비는 153/200으로 나눈 (둥근)는 필요한 초음파 단위의 수를 제공합니다. 복합 처리에서 용접 헤드의 폭은 틈없이 전체 직물 너비를 덮어야합니다.
걸레 스트립 기계 :
MOP 스트립에는 설정 너비가 필요하고 용접 헤드의 간격을 허용하므로 직물 너비를 153mm로 나누고 정수 결과를 사용하십시오.
5. 에지 정렬 시스템 고려 사항
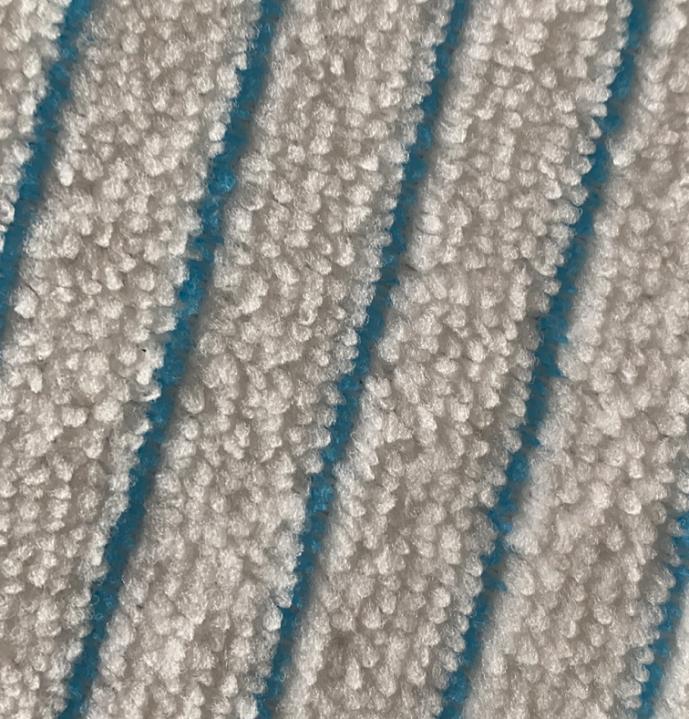
Edge Alignment System은 직물의 움직임에서 편차를 수정하도록 설계되었습니다. 이 시스템은 직물의 가장자리를 가이드로 사용하고 정렬 모터는 약간 왼쪽과 오른쪽으로 이동하여 직물 오정렬을 방지합니다. 이 사소한 움직임은 절단 치수에 영향을 미치지 않습니다.
그러나, 설계에 대한 정확한 정렬이 필요한 줄무늬 또는 패턴을 갖는 직물의 경우, 패브릭 오정렬이 절단 라인을 이동할 수 있으므로 정렬 시스템은 정확성을 유지하는 데 어려움을 겪을 수 있습니다.
6. 곰팡이 고려 사항
표준화 된 금형은 1 : 1 디자인 크기를 따릅니다.
둥근 금형 : 위아래로 작동하는 기계의 경우 직물이 고정되어 있으므로 수축을 조정하지 않고 금형 크기를 사용자 정의 할 수 있습니다. 그러나 롤링하는 기계에서는 특히 탄성이 높은 직물의 경우 수축 조정이 필요합니다.
더 두꺼운 직물 및 용접 : 용접이 필요한 두꺼운 직물의 경우 올바른 절단 및 엠보싱 간격을 결정하기 위해 실제 샘플이 필요합니다 .













